

 русский
русский



Процесс производства высокоскоростного кабеля
Высокоскоростной кабель DAC используется для подключения сетевых устройств на небольшом расстоянии, таких как серверы, коммутаторы, хранилища и т. д. Это недорогая мера подключения сетевых устройств. На сегодняшний день существуют распространенные кабели DAC, включая кабель ЦАП 10G SFP+ на 10G SFP+, кабель ЦАП 25G SFP28 на 25G SFP28 , кабель ЦАП 40G QSFP+ на 40G QSFP+ , кабель ЦАП 40G QSFP+ на 4x SFP+, кабель ЦАП 100G на 100G QSFP28, кабель ЦАП от 100G на 4xSFP28. кабель ЦАП. Далее мы, ETU-LINK, познакомим вас с процедурой производства высокоскоростных кабелей DAC .

Производство высокоскоростных кабелей DAC включает 6 этапов. Первым шагом является экструзия изолированного сердечника провода. Это база кабельного производства. Качество кабеля играет важную роль в последующих процедурах. Второй шаг - параллельная обмотка. Эта процедура имеет большое значение для характеристик кабелей, включая импеданс, разность задержек, затухание. Таким образом, необходимо серьезно следовать требованиям производства и тестировать электрические характеристики. Это делается для того, чтобы убедиться, что проволока с обернутым сердечником соответствует требованиям.
Третий шаг — параллельное подключение. Процесс подключения влияет на общую производительность кабеля. Поэтому в процессе производства необходимо строго контролировать консистенцию каждого сердечника с обмоткой и проверять электрические свойства, такие как импеданс, разность задержек и затухание, чтобы убедиться, что сердечник кабеля соответствует требованиям.
Четвертый шаг — плетение проволоки, при котором необходимо контролировать натяжение и расположение проволоки, иначе это повлияет на общую производительность проволоки в процессе плетения.
Пятый шаг — вытолкнуть внешнюю оболочку катанки. Внешнее покрытие заключается в нанесении слоя полиолефинового материала на внешнюю сторону плетеной или тросовой катанки через машину для выталкивания. Герметичность внешнего покрытия также повлияет на внешний вид катанки и обработку готовой продукции заказчиков. Поэтому необходимо контролировать натяжение, расположение проволоки и режим выталкивания.
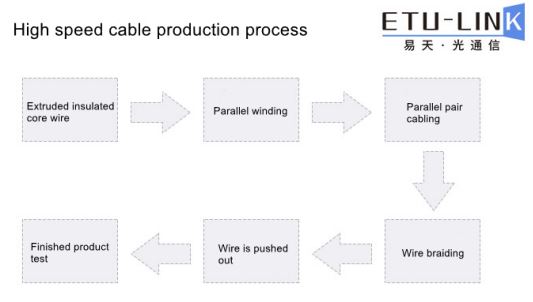
После выполнения вышеуказанных шагов последним шагом является завершение проверки электрических характеристик. Элементы испытаний в основном включают импеданс, затухание, разницу задержек и т. Д. Наконец, судите, соответствует ли провод стандарту в соответствии с данными.
Категории
Новый блог
Теги
По вопросам о наших продуктах или прайс-листе, пожалуйста, оставьте нам, и мы свяжемся с вами в течение 24 часов.





 Factory: Right Side Of 3rd Floor, No. 102 Building, Longguan Expressway, Dalang Street, Longhua District, Shenzhen
Factory: Right Side Of 3rd Floor, No. 102 Building, Longguan Expressway, Dalang Street, Longhua District, Shenzhen
Office: Floor 4, Building 4, Nanshan Yungu Phase ll, Taoyuan Community, XiliStreet,Nanshan District, Shenzhen
© Авторские права: 2024 ETU-Link Technology CO ., LTD Все права защищены.

Поддерживается сеть IPv6










